|
美国Artsoft公司自2001年起一直致力于CNC技术开发研究,目前,他们开发的Mach系列的数控软件已成为市面上最好的基于PC且完全开源的数控软件,用户可以根据自己的需求方便地制作各种控制插件,例如示教插件,可以使Mach3识别并存储机构当前位置,待示教结束后可以根据需要循环播放;Mach3能够读取DXF等格式的CAD数据,通过制作插件可使其具备离线编程控制能力等。总之Mach系列数控软件与专业数控软件具有类似的功能但价格却相对较低,并且它出色的控制功能也在持续完善中,因此,国内外有数万用户因其易于操作使用、具有强大的功能及出色的技术支持而选择Mach系列控制软件。
Mach3软件是由ArtSoft公司开发的基于Windows平台的极其灵活的数控软件,它使用PC的并口作为与CNC设备的通讯端口,通过并口输出脉冲与方向信号控制步进电机或伺服电机驱动器及其他外围设备,如激光器等,从而实现对CNC加工系统控制。该软件支持所有国际标准G代码及M代码,最多可以控制6个运动轴并且具备5轴联动的线形插补功能,可实现复杂零件高精度加工。对于简单的控制系统一个电脑并口就可以实现其功能,但对于较复杂的CNC设备则需要两个电脑并口进行数据传输。Mach3广泛应用在数控车床、模具雕刻机、木工机床、激光平面雕刻切割机、等离子切割机等数控系统开发应用。Mach3软件的操作界面如下图所示:
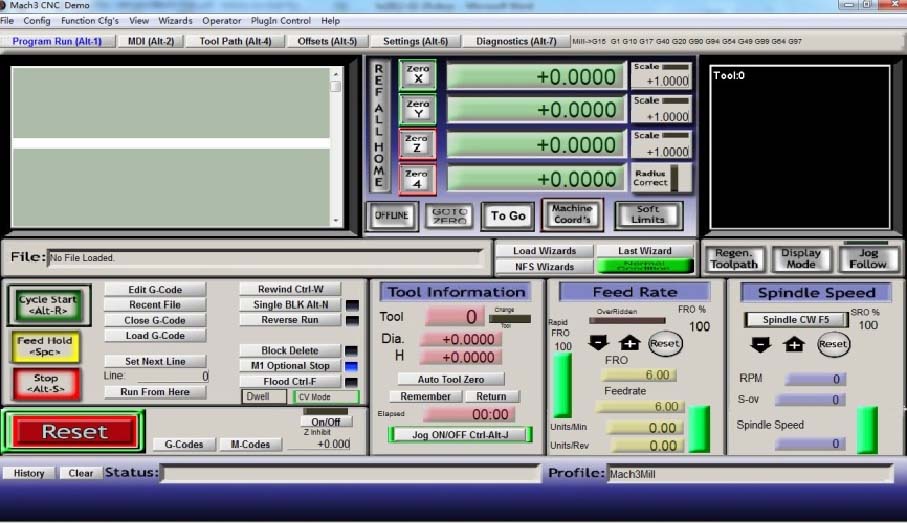
图1 Mach3软件的操作界面
在计算机完成Mach3软件的安装以后,为使其能够对CNC系统进行控制,还需要对该软件及接口信息进行配置,使其能产生指令并顺利传输至CNC设备。在配置Mach3软件之前,首先来了解一下它与CNC设备之间通讯用接口即计算机并口的信息。IBM公司设计了第一台连接打印机的个人计算机,打印机和计算机之间采用25针的数据线连接,这就是我们现在常用的并口最初的功能,它是一种非常简单的传输数据的方式,因此常被用来连接打印机之外的很多东西,比如通过并口可以在电脑之间传送文件,连接外围设备如扫描仪、Zip驱动器以及机床等。现在USB接口已经取代了并口的许多功能,因此并口就可以留下来供Mach3使用。电脑并口是一个25针D形凹槽连接口,如图2所示,其中箭头的指向为信息流相对电脑的流动方向,如标号14的针脚为电脑信号的输出针脚。
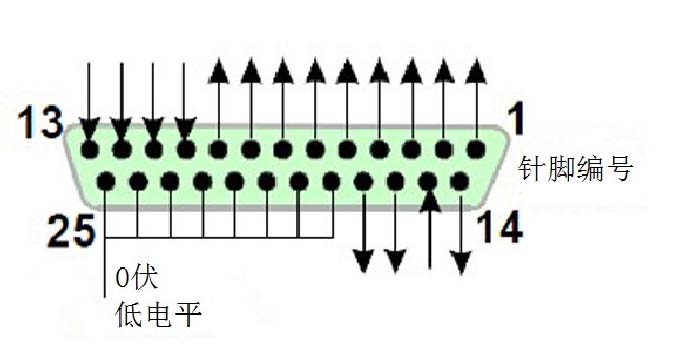
图2 电脑并口针脚信息
明确了指令传输端口以后,接下来对Mach3软件进行配置。
1、接口地址及驱动频率定义:
如果只需要使用一个并口且为电脑主板并口,其接口地址即为默认地址0x378(也就是十六进制的378),如果使用的是PCI扩展卡就必须更改接口地址。
Mach3驱动程序可以在25000Hz、35000HZ、45000Hz的频率下工作,Mach3的运行频率与电脑处理器的速度和处理器加载的进程有关。频率决定于驱动轴以最高速度转动时需要的最大脉冲频率,如果驱动单元采用步进电机驱动,将频率设置在25000Hz左右比较合适,1GHz处理器的电脑时钟运行速度在35000Hz,如果所需的脉冲频率较高(例如机床使用的是微距导螺杆),可以把频率设定在35000Hz。Mach3示范版本只能在25000Hz的频率下运行,另外当Mach3被强行关闭后再次运行时频率又会回到25000Hz,Mach3运行时的实际频率可以在标准的诊断窗口中显示。
2、输入输出信号定义:
进入软件界面后点击标题栏Config选择Ports&Pins,点击电机输出标签,定义X、Y、Z、C及Ø轴驱动器的连接接口和针脚并激活,保存设置后Mach3软件的输出指令便可以传输至步进电机驱动器,控制指向式激光加工导向头系统的空间运动。随后点击信号输入标签对输入信号进行定义,对于完整的机床控制系统,输入信号主要包括复位开关、极限开关、紧急停止开关以及其他自定义的输入信号。在实验室状况下了解基于Mach3控制的系统加工性能,特别是移动轴运动速度较低且行程不大时,可不对复位开关以及极限开关进行配置,仅定义紧急停止开关,这在实验室条件下小心操作还是可以接受的,但工业应用时必须对其进行配置以防止机床构件运动超过其行程带来机床部件的损坏。
3、电机配置:
配置好以上内容后,接下来要对轴的驱动装置进行配置,配置各个轴驱动的步骤一般为首先计算构件移动一个单位时驱动装置所需要的脉冲数量,然后设定电机的最大速度,随即设定加速度。Mach3的单位脉冲数可以由下式给出:
Mach3单位脉冲=Mach3每转脉冲*电机单位转数
电机最大速度及加速度设置同样在电机调试对话框中进行,电机最大速度及加速度由机床运动需要以及电机本身特性共同决定,速度的单位是mm/min,加速度的单位为mm/s2。其配置界面如下图所示:
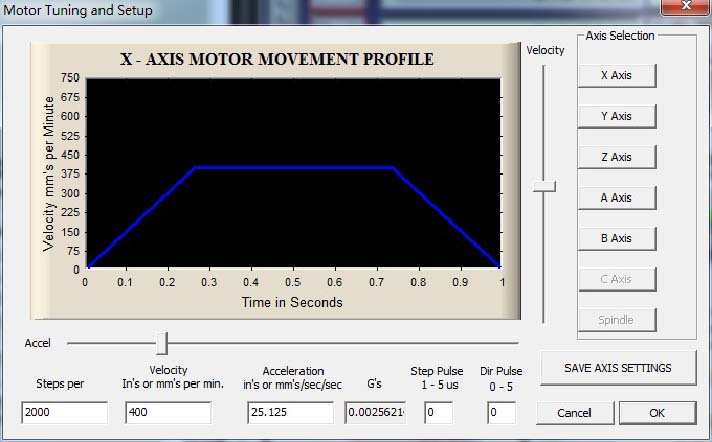
图3 Mach3电机配置界面
在完成以上配置之后,基于PC机的Mach3控制软件将可进行加工控制,其控制性能可以满足基本的加工需要,这对要求不是很高的加工系统及实验室下进行加工系统性能研究有着重要的意义。
|